Einleitung
Vielleicht auf den ersten Blick eine trockene Angelegenheit. Ich habe mir die Arbeit gemacht, die Temperaturen, die man beim Ender einstellen kann, einmal nach zu messen. Warum? Aus der Erfahrung heraus ist es einfach eine "Temperatur" als Text auf einem Display anzuzeigen, aber eine korrekte Temperatur zu messen geschweige denn zu halten ist eine ganz andere. Leider kann unser Filament nicht lesen, was auf dem Display geschrieben steht, sondern es folgt physikalischen Gesetzen und die nehmen immer die reale Temperatur. Hat man wirklich die Kontrolle über diesen Parameter, so ist beim 3D-Druck eine Dimension schon einmal beherrschbar. Natürlich bleiben dann noch so Sachen wie Retract, Druckgeschwindigkeit, Schichtdicke, Feuchtigkeit und vieles mehr.
Zurück zu meinen Messreihen.
Bettemperatur
Die Bettemperatur wird beim Ender Drucker dadurch eingestellt, dass eine Heizplatte mit Strom durchflossen wird. Diese Heizplatte ist auf einer Aluplatte montiert, die die Wärme spreitzt (verteilt). Aluminium ist ein fast so guter Wärmeleiter wie Kupfer, hat aber eine höhere Wärmekapazität und einen niedrigeren Preis. Aus dem Grund machen auch Kühlkörper aus Aluminium Sinn. Die Leistung die durch die Heizplatte in Wärme umgewandelt wird, wird durch den Mikroprozessor des Enders geregelt. Dazu befindet sich auf der Bettunterseite ein Temperatursensor in der Form eines NTC-Widerstands. Das ist ein Widerstand, der seinen Wert in Abhängikeit der Temperatur ändert, und zwar wird er niederohmiger bei höherer Temperatur. Leider ist das Verhältnis nicht ganz linear, aber wenn der Mikroprozessor den NTC kennt, kann der auf die Temperatur zurückrechnen, die der NTC gemessen hat. Das was der Sensor misst, ist also immer die Unterseite des Druckbetts. Ganz stimmt das allerdings auch nicht, denn die Entwickler des Enders haben hinter den NTC-Widerstand ein Stück isolierenden Schaumstoff gelegt und das ganze mit einem Kapton-Band gesichert. Dadurch misst der Sensor nicht ein Verhältnis der Heizbett-Unterseite zur Umgebungstemperatur (die eine Seite des NTC wäre ja der Umbegung ausgesetzt, sondern es ist wirklich die Bettemperatur. Die Heizplatte vom Ender 5 hat übrigens seine Heizleistung von 160 Watt (gemessene 6,7A bei 24V).
Beim Ender wird auf die Aluplatte eine Folie aus weichem Kunststoff aufgeklebt, in dem Kunststoff sind magnetische Partikel hinzugefügt. Diese Partikel bilden den Gegenpol zum magnetischen Bett. Diese an und für sich findige Konstruktion hat einen Nachteil. Kunststoff ist im Gegensatz zu Alu kein guter Wärmeleiter. Das bedeutet, dass alles was auf der "kalten" Kunststoffseite Wärme abzieht oder abgiebt, eine Temperaturänderung auf der Oberfläche bewirkt, die so schnell nicht ausgeglichen werden kann.
Da das Flexibett ebenfalls auch Kunststoff mit Magnetpartikeln besteht, habe ich erwartet dass auch hier nochmals ein Temperaturgradient auftritt, den der Temperatursensor unten am Bett gar nicht mit bekommen kann.

Ich habe mir eine Vorrichtung gebastelt, mit der ich die Temperatur der Bettmitte, die Temperatur auf einem 5cm Kreis zur Bettmitte und auf einem 10cm Kreis von der Bettmitte messen konnte. Zwar wird das Bett von unten komplett homogen beheizt, aber ich habe erwartet, dass die Außenbereiche kühler werden müssen, da der Rand keinen "Nachbarn" hat, der den Wärmeverlust ausgleichen kann. Dieser Verlust sollte sich von außen zur Bettmitte duchpropagieren, wenn das Heizbett nicht entsprechend diesem Effekt entgegen wirkt (außen mehr heizen wie in der Mitte). Ich habe K-Typ Thermoelemente verwendet, weil diese eine kleine thermische Masse haben, leicht anzubringen sind und doch noch recht genau messen ("recht genau" ist weiter unten einmal genauer beschrieben).
Flexibett
Hier eine Messung des Flexibettes. Ich habe die Temperatur am Controller auf 50°C gesetzt und das System einschwingen lassen. Die Umgebungstemperatur für die Messungen war 28,7°C.
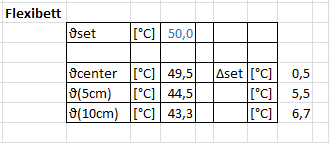
Man sieht, dass die Temperatur in der Mitte der Platte nur 0,5°C geringer ist, als die gewünschte/eingestellte. Gleichzeitig sieht man aber, dass bereits im 5cm-Kreis die Temperatur schon 5,5°C abweicht (niedriger ist).
Ich habe das Flexibett auf 80°C eingestellt, um durch die höhere Differenztemperatur den Effekt noch deutlicher zu sehen.
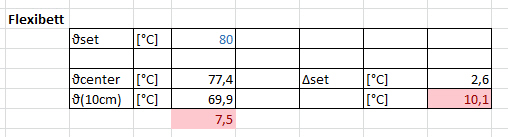
Am Rand hat das Bett also statt der eingestellten 80°C nur noch knapp 70°C.
Ich habe das Flexibett abgenommen und nur einmal den Unterbau gemessen
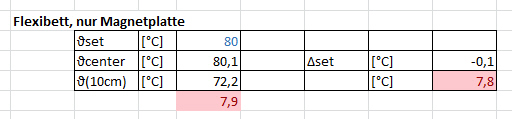
Da da der Temperaturgradient zur Umgebung stärker ist, passt auch hier das Ergebnis. Beachtlich ist, dass die Mitte ziemlich genau den Wert hat.
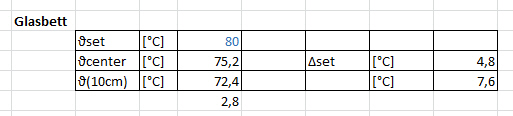
Glasbett
Ich habe nun das Flexibett durch das Creality-Glasbett (Borsilikatglas) gewechselt. Hier sieht die Homogenität deutlich besser aus. Ein Punkt für das Glasbett.
PP-Platte
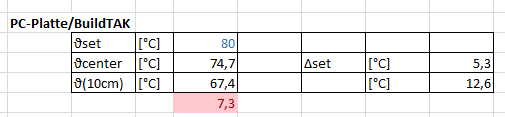
Zu guter Letzt noch die PP-Platte (sorry Schreibfehler) mit der BuildTAK-Folie. Konkret war das die "Comgrow Mamorubot 3D-Drucker Polypropylen-Bauplatte 235 * 235mm für Ender-3 Ender-3X Ender-3 Pro". Hier sieht man das Problem der PP-Platte. Dadurch, dass diese Platte aus Kunststoff ist und auch noch recht dick ist, gibt es hier einen Temperaturabfall von 12,6°C. Wer hier also 80°C einstellt, kann je nach Modellposition und -größe alle Bettemperaturen zwischen 74,7°C und 67,4°C vor finden. Die BuildTAK-Folie hat mit der Messung wenig zu tun.
Nun habe ich folgendes gemacht: ich habe die Kunststoffschicht mit den magnetischen Partikeln die mit einem doppelseitigem Klebeband auf dem Alubett festgeklebt ist, herunter genommen (Aufheize und Spachtel).
Hier Die Messungen auf dem reinen Alu(unter)bett:


Schön zu sehen ist, dass trotz Alu nach außen hin die Temperatur abfällt.
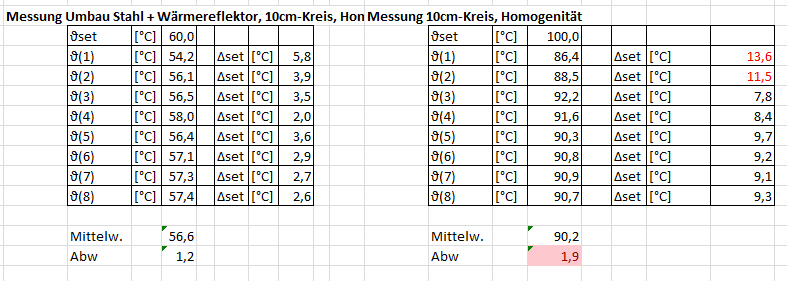
Stahlunterbett
Ich habe mir bei Ebay eine Stahlplatte (keine Edelstahlplatte, die ist eventuell nicht ferromagnetisch) besorgt, und diese mit einer doppelseitigen Klebefolie (3M, auch ebay) auf die Aluplatte geklebt. Da die Dicke der Klebefolie sehr gering ist, hatte ich keine Bauchschmerzen, diesen Weg zu gehen. Hier die Referenzmessung zur reinen Aluplatte:

Der Gradient ist nahezu gleich geblieben. Was habe ich nun gewonnen? Mein Bett ist durch den Umbau für magnetische Pads wieder brauchbar geworden, ist aber im Gegensatz zu vorher hitzebeständig (kein Curie-Effekt) und auch für alle anderen Bettoberflächen geeignet. Außerdem ist die Stahlplatte schön plan. Einen Nachteil will ich aber nicht verschweigen. Durch das zusätzliche Gewicht der Platte fährt die Z-Spindel nach dem Druck immer nach unten. Das hat den Vorteil, dass man leichter mit dem fertigen Druck arbeiten kann, aber auch viele Nachteile (der nächste Druck macht beim Anfahren üble Geräusche, bei einem Stromausfall oder bei einer Druckpause verliert die Z-Achse die Position).
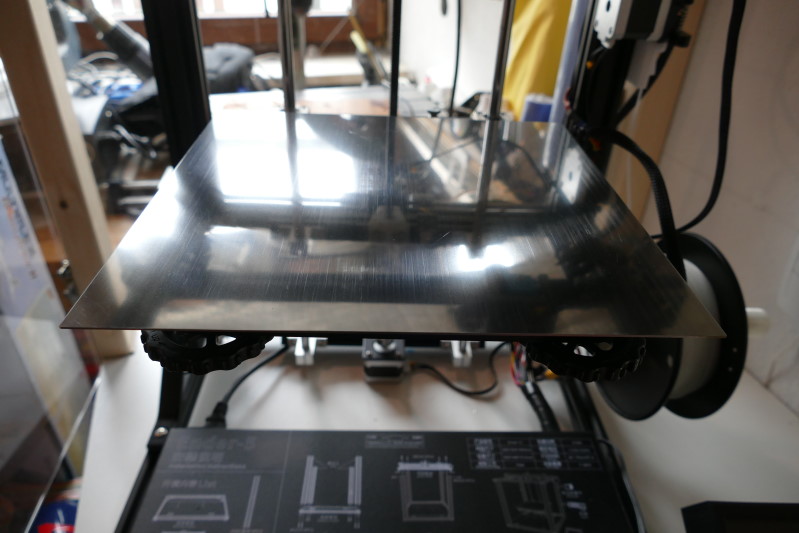
Hier ist mein neues Stahlbett zu sehen:
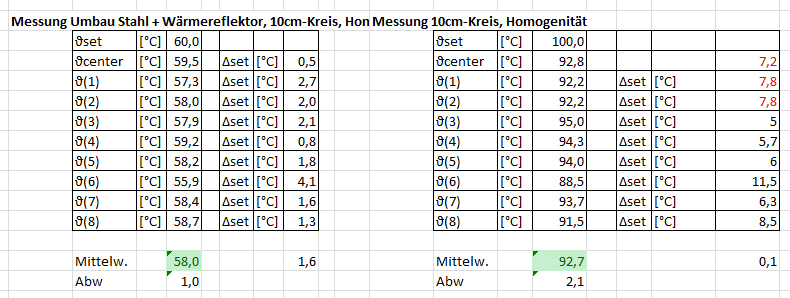
Hier nun eine abschließende Messung von der Flexplatt und der Glasplatte in Kombination mit dem Stahlbett:
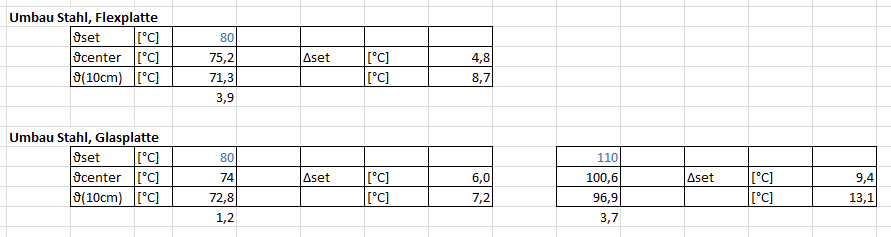
Die Gradienten sind in etwa gleich geblieben. Durch die zusätzliche Spreizung der Stahlplatte sind die Werte marginal besser.
Isoliermatte für das Bett
Im internet werden immer wieder Isolierungen beworben, die unten am Bett angebracht werden. Ich habe mir so eine Matte besorgt und diese unten an das Bett geklebt und nochmals die ein paar Messungen gemacht.
Kleiner Exkurs zum Thema "recht genau"
Was recht genau bedeutet, habe ich hier einmal aufgeführt:
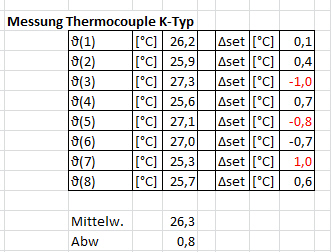
Dabei sind alle Thermoelemente auf gleicher Temperatur und werden mit dem gleichen Kanal am gleichen Messgerät ausgelesen, so dass die "Kaltstellenkompensation" die gleiche ist.
Damit kann man sehen, dass die Temperaturen auf +- ein Grad genau sind. Wer genauer messen will, muss Platinsensoren (PT100 oder PT1000) verwenden, die Geräte vorher kalibrieren und macht dann durch das relativ große Gehäuse der Sensoren dann doch wieder systemische Fehler. Wer jetzt denkt, er misst einfach mit einem Infrarotthermometer die Temperaturen, der hat schnell einmal eine Unsicherheit von +-20°C beieinander. Wer es nicht glaubt, kann ja einmal versuchen, die Temperatur einer Metalloberfläche zu messen, währen man die Oberfläche umher schwenkt. Ohne genaue Kenntnis des Reflektionsfaktors und des Emmisionsfaktors der jeweiligen Materialien ist eine "Messung" mit Infrarot keine Messung - sorry, auch wenn es praktisch ist. Ich habe die gemessenen Abweichungen der Sensoren in den Ergebnissen berücksichtigt, um genauer zu werden. Die Folgenden Messungen wurde mit einer Umgebungstemperatur von 25°C vorgenommen.
Zuerst eine Referenzmessung ohne die Isoliermatte unter dem Heizbett:
Hier die Messung nachdem ich die Isoliermatte unter das Bett geklebt habe:
Der Wärmeverlust ist durch die Isoliermatte geringer.
Außerdem habe ich einmal die Aufheizzeit des Betts mit und ohne Isomatte gestoppt:
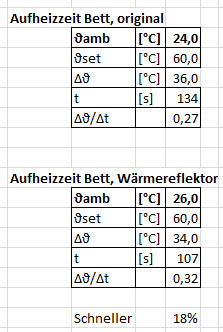
Bei niedrigen Temperaturen geht das Aufheizen mit Isomatte etwas schneller. Der Effekt sollte sich aber bei einer Bettemperatur von 110°C deutlicher ausprägen.
Allerdings: Ich hatte mangels Informationen bedenken, ob diese Isoliermatte die hohen Temperaturen auch ab kann ohne irgenwas giftiges auszugasen. Außerdem heize ich ja mit meinem Bett die Einhausung. In letzter Konsequenz habe ich die Isolierung wieder entfernt.
Temperatur der Nozzle
Nachdem ich nun die Bettemperatur in epischer Breite gemessen hatte, wollte ich auch noch wissen was eigentlich mit der Düsentemperatur ist. Ist diese so genau wie eingestellt oder nicht.
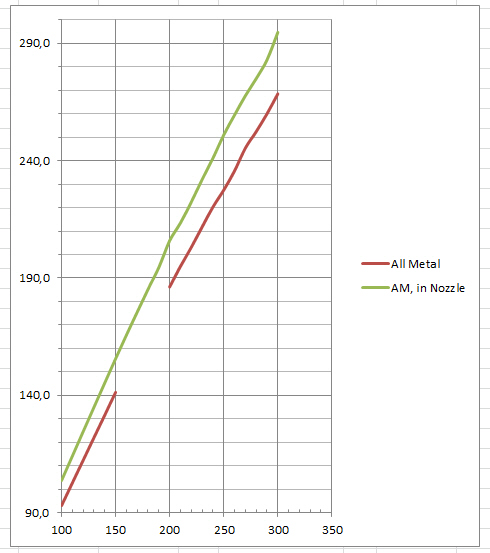
All Metal Hotend
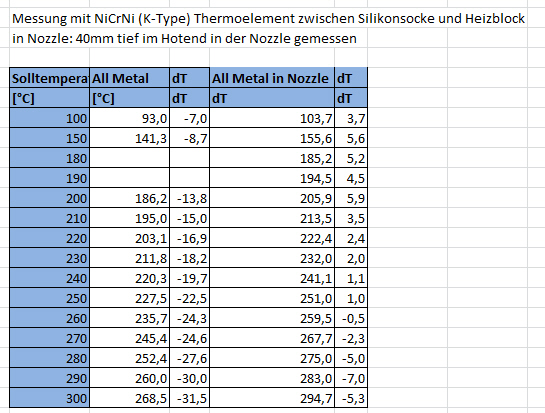
Weil es gerade drin war, habe ich das Micro-Swiss-All-Metal-Hotend für Creality Ender 3/5 einmal gemessen.
Zuerst war ich "faul" und habe einmfach mein dünnstes K-Thermoelement zwischen die Silikonsocke und dem Heizblock geschoben und dann die Düse beheizt. Das Messergebnis hat mich erst einmal schockiert. Die Temperatur lag bis zu 30°C unter der Eingestellten. Wie ist da noch ein vernünftiger Druck möglich? Ich habe das Filament aus dem Hotend heraus genommen und statt dessen mein Thermoelement 40mm tief bis zur Düse geschoben und dann noch einmal gemessen. Hier ist zwar auch noch eine Abweichung zu messen, in dem Bereich in dem gedruckt wird, kann man damit leben.
4.1 Bore-Hotend
Natürlich werde ich auch hier noch eine Messreihe machen, aber derzeit ist mein Drucker etwas beschäftigt.